 中文
中文 ENGLISH
ENGLISH


 中频电源
中频电源 钢壳/铝壳
钢壳/铝壳 电容组
电容组 倾倒装置
倾倒装置 电缆
电缆 坩埚膜
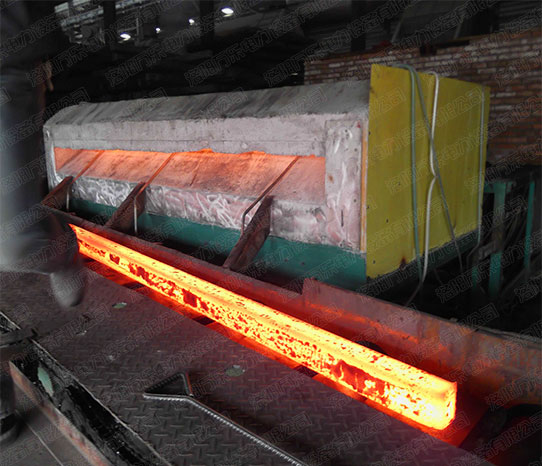
坩埚膜横向中频感应加热炉是一种替代传统采用氧气、烘炉、盐渣炉加热的高科技产品,它可以节省能耗,省时、快捷、提高产品质量。

| 纵向中频感应加热炉(供参考) | |||||||||
|---|---|---|---|---|---|---|---|---|---|
| 额定功率 (KW) |
额定频率 (HZ) |
变压器容量 (KVA) |
二次 电压 (V) |
整流脉数 | 感应器 电压 (V) |
电耗 (KW.h/t) |
方钢型号 (mm) |
加热时间(秒/根) | 加热 温度 |
| 10000KW | 70~1500 | 12500 | φ1500V | 24Pulse | 2800V | 300(KW.h/t) |
200×200×6000 150×150×6000 |
145(秒/根) 80(秒/根) |
≤1250℃ |
| 8000KW | 80~1500 | 10000 | φ1250V | 24Pulse | 2800V | 320(KW.h/t) |
150×150×6000 130×130×6000 |
110(秒/根) 80(秒/根) |
≤1250℃ |
| 5000KW | 80~1500 | 6000 | Φ1250V | 12 Pulse | 2800V | 340(KW.h/t) |
130×130×6000 120×120×6000 |
115(秒/根) 100(秒/根) |
≤1250℃ |
| 3000KW | 400~1500 | 3500 | Φ950V | 12 Pulse | 2800V | 350(KW.h/t) |
100×100×6000 80×80×6000 |
165(秒/根) 110(秒/根) |
≤1250℃ |
| 2000KW | 500~1000 | 2200 | φ660V-380V | 12 Pulse | 1200 (800)V |
360(KW.h/t) |
80×80×3000 70×70×3000 |
80(秒/根) 60(秒/根) |
≤1250℃ |
| 1500KW | 500~1000 | 1600 | φ660V-380V | 12 Pulse | 1200 (800)V |
370(KW.h/t) |
70×70×3000 60×60×3000 |
85(秒/根) 65(秒/根) |
≤1250℃ |
| 1000KW | 500~1000 | 1250 | φ660V-380V | 6 Pulse | 1200 (800)V |
380(KW.h/t) |
60×60×1500 60×60×1300 |
38(秒/根) 38(秒/根) |
≤1250℃ |
| 800KW | 500~8000 | 630 | 3φ380V | 6 Pulse | 1200 (800)V |
450(KW.h/t) | 60×60×1200 | 30(秒/根) | ≤1250℃ |
(备注1:加热率是解热至1100°C时的数据,如果加热温度高于1100°C,则加热率按比例降低。根据加热率和工件单重可以计算出每小时的件数(即加热节拍))
(备注2:功率计算)
(备注:上述参数为常用参数,具体情况可根据客户要求定制)
产品优势
1.节省设备空间,较为节能
2.操作简单,体积小质量轻
3.检修方便,适合大型坯料加热
4.金属材料采用中频加热,是现在通用的加热方式之一。已广泛应用于很多使用油气和煤碳加热的领域。与传统的燃油、燃煤 或其它类似加热产品相比,其特点更具有加热速度快、效率高而降低生产成本;热辐射小、劳动强度低、符合相关要求。污染 小;温度均匀易控制、氧化烧损小、自动化程度高,能保证产品质量和实现在半自动、全自动机床上生产等优点。
5.中频设备‘功率大、适应大工件加热’的特点,是IGBT固态中频无法替代的。
工作原理
中频感应保温炉采用了感应加热的基本原理,"感应加热"即采用电磁感应方式在负载自身产生感应电流使负载加热的方法。又运用了电磁感应定律e=W*-dΦ/dt。电磁感应定律揭示了电磁感应现象的物理规律,即闭合导体内的感应电势与其包围磁通的变化率成正比,与闭合导体的匝数成正比。感应电势所产生电流的方向总是趋向于低消原磁通的变化。








产品推荐
-
吨位:8吨 每炉熔炼时间:50分钟 功率:6000KW 吨耗电:530度/吨 是否带磁轭:是 变压器要求:≥6000KVA磁轭覆盖:85%倾倒方式:液压站 脉数可选:6脉、12脉 配置可选:串联、并联 此参数以铁为例,如需其他请联系客服
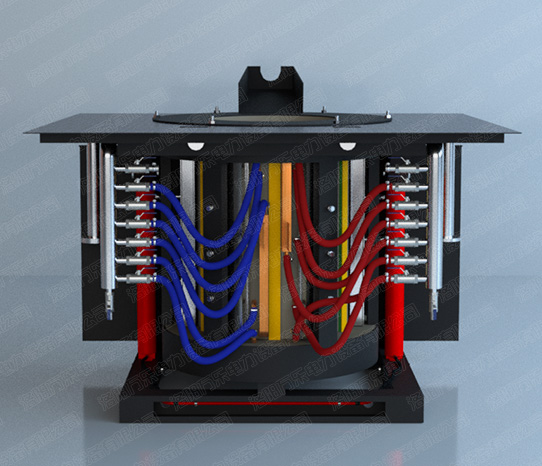
钢壳中频熔炼炉——8吨
-
可控硅:襄樊台基 断路器:兆宇 电容器:伟伟电容器 铜材:洛铜T2材质 功率:100KW-25000KW 功率因数:≥0.95逆变:串联逆变、并联逆变 相数及脉数:3相6脉、6相12脉、12相24脉 吨位不同配置不同,详情请联系客服

KGPS中频电源
-
吨位:3吨 每炉熔炼时间:50分钟 功率:2000KW 吨耗电:580度/吨变压器要求:≥2500KVA 倾倒方式:减速机 脉数可选:6脉、12脉 配置可选:串联、并联 此参数以铁为例,如需其他请联系客服
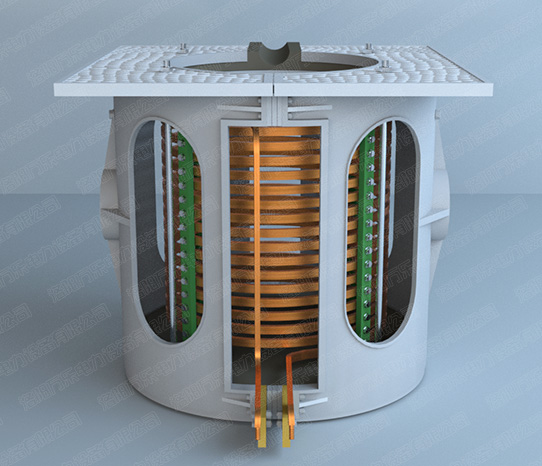
铝壳中频熔炼炉——3吨
-
吨位:2吨 每炉熔炼时间:50分钟 功率:1500KW 吨耗电:550度/吨 是否带磁轭:是 变压器要求:≥1600KVA磁轭覆盖:85%倾倒方式:液压站 脉数可选:6脉、12脉 配置可选:串联、并联 此参数以铁为例,如需其他请联系客服

钢壳中频熔炼炉——2吨
